

Para poder hablar con propiedad del Warping es importante entender bien una propiedad física, la "dilatación térmica" y como este fenómeno físico influye en nuestras impresiones 3D.
Contracción térmica
La definición es:
Esta contracción se produce en varias etapas durante la impresión 3D:
- Cuando el filamento se enfría desde la temperatura de extrusión hasta llegar a la temperatura de solidificación. Esta primera parte no genera tensiones, pero puede generar imprecisión dimensional.
- Durante el proceso de solidificación se produce una contracción térmica muy acusada ya que las moléculas del polímero empiezan a organizarse, normalmente en una estructura amorfa, aunque también se puede conseguir cierto grado de cristalización aumentando la rigidez de la pieza.
- Una vez sólido, hasta llegar a temperatura ambiente.
Al contrario de lo que ocurre con otros materiales, los plásticos de impresión 3D (o dicho correctamente polímeros termoplásticos) no solidifican a una temperatura concreta y exacta, como el agua a 0 grados, si no que pasa por un estado intermedio en el que tiene un comportamiento viscoso. La mayoría de materiales tienen una "temperatura de transición vítrea" por debajo del "punto de fusión". En este rango de temperaturas el material se puede deformar lentamente, mientras sus moléculas internas se están reorganizando.
Coeficiente de dilatación térmica
Es el factor que mide el cambio relativo de volumen o longitud del material. Este coeficiente es prácticamente lineal en sólidos, por lo que podemos predecir su comportamiento con relativa facilidad, fuera de la impresión 3D nos encontramos con las consecuencias claramente en muchos ámbitos:
- Juntas de dilatación en construcción.
 Junta de dilatación con con un curioso patrón en una vía para peatones.
Junta de dilatación con con un curioso patrón en una vía para peatones. - Otros procesos de fabricación, como inyección o moldeado.
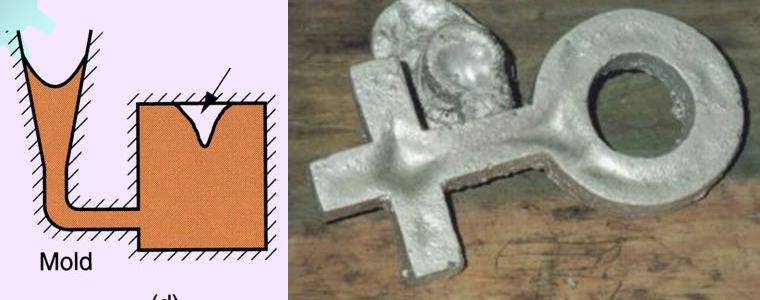 Típico defecto por contracción térmica en piezas producidas en moldes/matrices.
Típico defecto por contracción térmica en piezas producidas en moldes/matrices. - Vías de tren.
 Se puede apreciar como una de las vías está doblada, esto ocurre si las juntas de dilación no son suficientes.
Se puede apreciar como una de las vías está doblada, esto ocurre si las juntas de dilación no son suficientes.
Como podrás apreciar visto esto, lidiar con la contracción térmica puede ser un reto en determinadas situaciones.
¿Cómo influye esto en nuestras impresiones?
De una forma muy clara y predecible, cada capa y la pieza se contraerán al solidificarse y al enfriarse. Esto será más acusado cuanto:
- Mayor sea la temperatura de solidificación del material.
- El material tenga un coeficiente de dilatación térmica mayor.
Usando materiales que solidifican a bajas temperaturas y además tienen un coeficiente de dilatación térmica bajo apenas notaremos este fenómeno y viceversa. Un claro ejemplo son el ABS y el PLA, ambos con propiedades contrapuestas en este sentido.
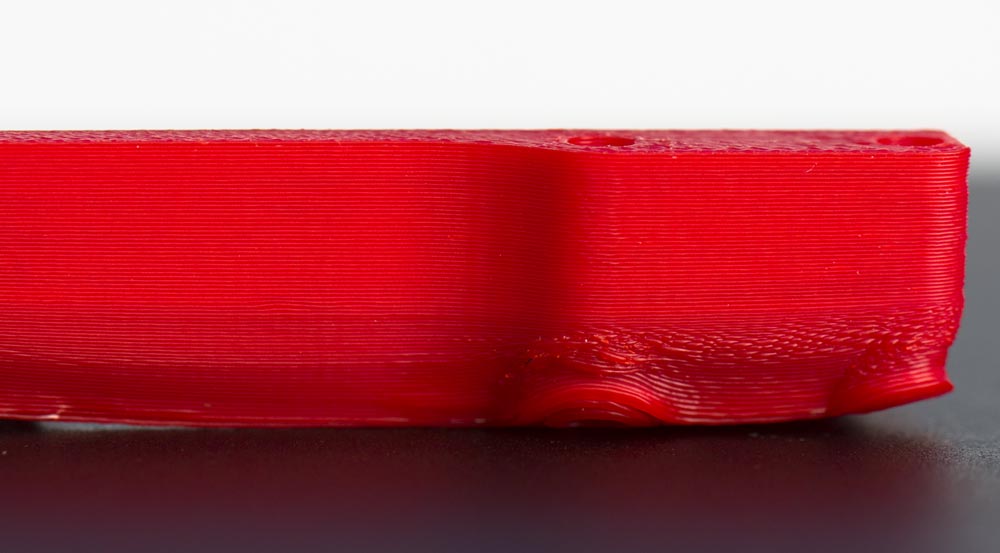
Pieza con claros defectos por Warping, se puede observar como el warping es más visible en las zonas salientes, donde se acumulan las tensiones, y como la parte superior queda deformada hasta que llega un punto donde la deformación se estabiliza.
¿Como evitar el warping?
Podemos enfocarlo desde varias perspectivas:
- Desde el punto de vista del fabricante:
- Aditivando el material y/o seleccionando la materia prima:
De esta forma se consigue modificar las propiedades del material, se puede bajar el punto de fusión del material y alterar su contracción térmica. Esto tiene sus consecuencias, bajar la temperatura de fusión del material puede no ser adecuado para ciertas aplicaciones. - Produciendo un material compuesto:
Esta solución es mucho más innovadora y puede tener importantes ventajas. Un ejemplo muy representativo es filamento reforzado con fibra de carbono.
El Nylon es uno de los materiales de impresión 3D con mayor punto de fusión y contracción térmica. A su vez, con mejores propiedades mecánicas, por lo que es un material muy deseado que se vuelve excesivamente difícil de trabajar.
Añadiendo fibras carbono conseguimos dos efectos positivos: disminuimos su contracción térmica, ya que de hecho las fibras de carbono no se funden durante el proceso de impresión 3D, y además mejoramos sus propiedades mecánicas.
También se combina con fibra de carbono otros materiales con alto punto de fusión como el polipropileno. - Desde el punto de vista del diseño de las piezas:
Sabemos que la contracción térmica va a ocurrir y eso hay que tenerlo en cuenta a la hora de diseñar las piezas, lo mismo que ocurre con todos los demás procesos de fabricación.
Las piezas diseñadas para impresión 3D normalmente no son válidas para inyección ni mecanizado en aluminio, sin por lo menos hacer algunos ajustes (ej. ángulos de desmoldeo). - Redondear aristas:
Es algo muy sencillo que nos ayuda a que las tensiones recorran la pieza sin generar zonas de acumulación de tensiones que generen deformaciones importantes y/o excesivas tensiones residuales. - Evitando puentes externos e internos.:

El logo de RepRap es un claro ejemplo de la forma de gota que se usa típicamente en las piezas diseñadas en 3D. Esta geometría de un orificio provoca un cierre gradual del mismo. Evitando las tensiones provocadas por el cierre de la circunferencia si no se hubiera cerrado de esta forma. - Maximizando la zona de contacto con la base caliente:
De esta forma la zona de unión es mayor y la tensión se reparte en una superficie mayor, evitando acumulaciones y potencialmente despegue y warping. - Evitando piezas de tamaño excesivo:
Tal y como hemos visto la contracción es un coeficiente, por lo que será mayor cuanto mayor sea la pieza, de forma que si hacemos piezas pequeñas estas serán más precisas, fáciles de imprimir y resistentes. - Seleccionando correctamente el material:
Hay materiales como el PETG que nos ofrecen muy buenas propiedades mecánicas, un buen coste de material, y además no sufren mucho warping. Podemos sustituir el ABS que si padece mucho warping por PETG en muchas aplicaciones donde la temperatura de trabajo no sobrepase el límite del PETG, de esta forma evitaremos dificultades innecesarias. - Configurando la impresión:
Una vez tenemos la pieza correctamente modelada y el material elegido, tenemos un abanico importante de configuraciones y productos que podemos usar: - Cama caliente.
La cama caliente tiene una gran influencia con el warping y la contracción térmica: - Por un lado favorece la unión entre el material empleado y la base, ya sea de PEI, tipo buildtak, o de cristal con laca.
La selección de la base debe ser acorde al material empleado. Hay materiales como el PLA que se adhieren muy bien a casi todos los materiales, pero otros como el ABS necesitan mayores consideraciones ya que tienen mayor dificultad al ser muy poco "pegajosos". - Pospone la contracción térmica, ya que si el material solidifica a 120 grados, y tenemos la cama a 100 grados, la contracción térmica será proporcional a un descenso en 20 grados, si la tenemos a 80, será proporcional a 40 grados, el doble en este ejemplo.
Cuando terminemos la impresión la pieza términará de contraerse mientras desciende su temperatura a temperatura ambiente. - La cama caliente transmite la temperatura a la pieza a través de contacto, crea una zona de mayor temperatura, pero conforme la pieza tiene mayor altura la cama caliente influye menos, en estos casos es conveniente usar una cabina, o por lo menos evitar corrientes de aire.
 En esta imagen podemos ver una primera capa mal calibrada, donde la separación es excesiva, las líneas no se tocan y por lo tanto la unión no es correcta.
En esta imagen podemos ver una primera capa mal calibrada, donde la separación es excesiva, las líneas no se tocan y por lo tanto la unión no es correcta. - Altura y anchura de extrusión de la primera capa:
Nos interesa que la primera capa quede completamente adherida a la base de impresión, unas de las técnicas es aumentar la relación anchura de extrusión / altura, mientras nos aseguramos que la primera capa esté correctamente calibrada. De esta forma nos aseguramos que no queda "aire" entre el filamento y la base de impresión. - Velocidad de impresión:
La contracción térmica, provoca una tensión constante que se prolonga por el tiempo, además la pieza se enfría lentamente mientras se imprime, por lo que generalmente imprimir rápido evita la aparición de warping. - Relleno:
La contracción térmica, como hemos visto, es lineal, por lo que a mayor cantidad de material mayores fuerzas tendremos y más lenta será la impresión. Rellenos muy altos son un factor que puede contribuir en la aparición de warping.
Además el patrón de relleno también influye, patrones en "giroide" y "octagram spiral" absorben parte de esta deformación y nos ayudan a evitar el warping.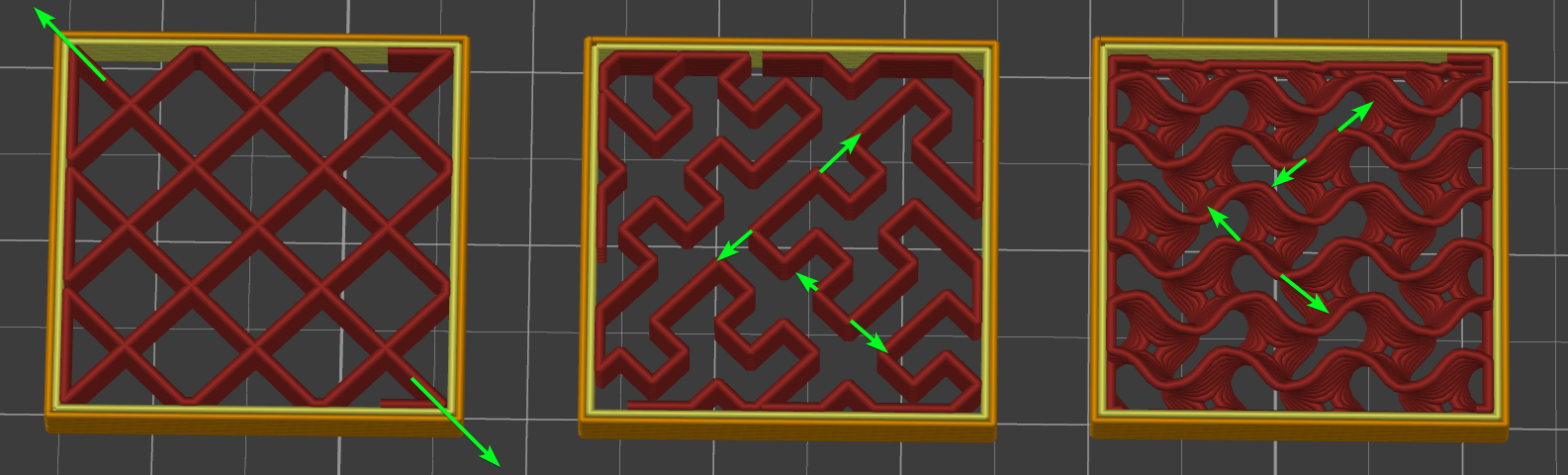
En esta imagen se pueden ver tres tipos de rellenos, el primero "rejilla", cada línea recta al contraese tira desde los extremos, al ser cada una de las líneas lo más larga posible, la tensión acumulada es máxima y produce mayores tensiones en la parte exterior de la pieza.
En la segunda pieza, "Curva de Hilbert", las líneas rectas no son continuas, si no que forma un patrón, haciendo que cada segmento se contraiga en una dirección y pueda deformarse sin llevar las tensiones a la parte exterior. La desventaja de este patrón es que también reduce la resistencia de la pieza a esfuerzos en X e Y.
El tercer patrón "Giroide" usa líneas curvas, con un patrón también en Z, cada curva se contrae y deforma independientemente, sin llevar la tensión al exterior de la pieza, este patrón ofrece mejor resistencia en X e Y que la curva de Hilbert, pero al contraerse se deforma un poco en Z cada ondulación, pudiendo esto causar algún problema en determinadas impresiones.
Materiales que se ven más afectados por el Warping.
- Nylon (PA), es un material que se usa mucho de forma cotidiana, por ejemplo las bridas, cuerdas, y cepillos, etc. Ya que tiene muy buenas propiedades mecánicas, como flexibilidad, resistencia al desgaste, etc. Pero es uno de los materiales que mayor contracción térmica tiene, y por lo tanto mayor warping.
- Polipropileno.
- ABS y ASA.
¿Conoces otros materiales que presenten mucho warping? ¿Quizás otro truco para solucionarlo y evitarlo? ¡No dudes en dejar cualquier comentario!
Artículos Relacionados






1 Comentario(s)
Thank you for the suggestion. I'll give it a try.
Dejar un comentario